Основными вызовами в секторе трубопроводного транспорта является износ запорной арматуры и необходимость использования высокопрочных материалов для работы в агрессивных средах. Транспортировка жидкостей и газов с абразивными примесями требует особого подхода к выбору материалов, где широко используют железоуглеродные сплавы: от традиционных серых чугунов до высокопрочных чугунов с шаровидным графитом и легированных сталей. К запорной арматуре и элементам соединения трубопроводов выдвигаются все более жесткие требования. Их роль в системах трубопроводов для транспортировки жидких и газовых сред, насыщенных абразивами и агрессивными химическими примесями остается критической как для безопасности, так и для экономической эффективности.
Для достижения оптимальных решений, сочетающих долговечность и экономичность, в институте ФТИМС НАН Украины на основе анализа опыта отечественных и зарубежных производителей проводятся исследования с целью создания легковесных моно- и армированных конструкций нового класса высокопрочных сплавов на основе железа и алюминия и технологий получения многофункциональных отливок. Среди перспективных литейных методов особое место занимает литье металла по газифицируемым моделям (ЛГМ).
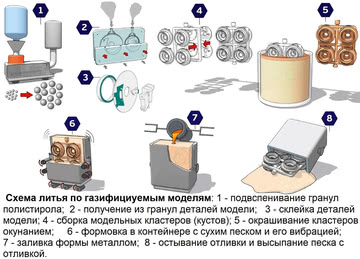
ЛГМ-процесс, в котором пенополистирольная модель в песчаной форме замещается расплавом металла, нередко применяют для изготовления трубоарматуры, однако нынешние задачи восстановления трубопроводного транспорта жидких и газообразных продуктов требуют разработки ресурсосберегающих технологических решений для изготовления конструкций, особенно с коррозионной и износостойкостью именно в проточной части, тогда как корпусные элементы могут быть из распространенных недорогих сплавов.
Примем во внимание также, что для фланцевого крепления трубной арматуры стандарт ДСТУ ГОСТ 12822:2008 описывает стальные свободные фланцы. Сварное соединение упорных колец для них остается слабым местом из-за смены фаз металла, остаточных напряжений и угрозы образования микротрещин, которые становятся причиной выхода из строя трубной арматуры с такими фланцами. Особенно это критично в случаях, когда агрессивная рабочая среда (кислоты, щелочи, коррозионные газы) и нужна коррозионная стойкость именно в проточной части (т.е. в трубе, седле, затворе). Однако во многих случаях корпусные элементы (например, фланцы, кожух, несущие части) не контактируют с такой средой и могут выполняться из более дешевой стали или чугуна.
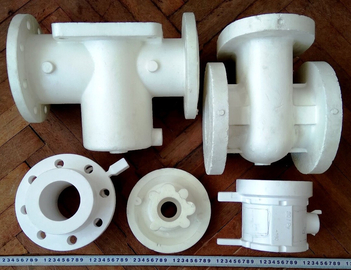
Альтернативой устранения сварного соединения и уменьшения себестоимости корпусов арматуры может стать метод каркасного литья на основе ЛГМ. Он заключается в изготовлении разовой полимерной модели для выливания несущего каркаса вокруг металлической износо- или коррозионностойкой оболочки. Такую литейную модель с интегрированной в нее металлической оболочкой формируют в сухом песке контейнерной формы, которую заливают расплавом углеродистой стали или графитизированного чугуна. Предварительно вмонтированная в каркасную модель оболочка, в частности трубчатая заготовка из нержавеющего или износостойкого сплава, после заливки металла остается интегрированной в несущий каркас и служит защитным слоем, изолирующим литую каркасную часть от контакта с рабочей текучей средой, с которой и «работает» арматуры. При этом вылитая часть содержит все необходимые средства (фланцы) для крепления к трубопроводам и монтажу полученного регулирующего механизма.
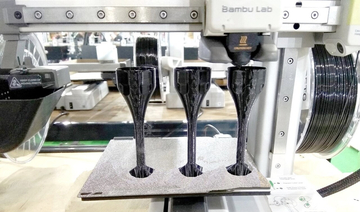
Такой подход включает в себя выполнение разовой полимерной модели в виде каркасной конструкции, содержащей соединительные перемычки между функциональными элементами корпуса. Это позволяет получить вылитую часть соответствующей облегченной архитектуры. При ЛГМ типичным материалом модели служит пенополистирол, а более прогрессивным вариантом является изготовление такой каркасной конструкции модели методом трехмерной печати, где перемычки выполняют полыми или пенообразными с открытыми порами. Такая легковая структура обеспечивает не только экономию материалов, но и оптимальные условия для газификации полимера во время литья, что способствует высокому качеству и надежности запорной арматуры.
На рис. схематически показано применение каркасных конструкций при изготовлении вариантов обратного клапана, где показана комплектация обратного клапана с моделью каркаса: 1 – корпус клапана; 2 – модель фланца; 3 – модель перемычки между фланцами.
Для фланцевых конструкций при изготовлении полимерных моделей перемычки между фланцами устанавливают между крепежными отверстиями фланцев так, чтобы это не мешало выполнять механическое крепление арматуры по типу «болт-гайка» или «шпилька-гайка». При проектировании перемычек изогнутой формы, предназначенных для огибания выпуклого корпуса оболочки, их геометрию целесообразно выполнять по кривизне провисающей цепной линии (катенарии). Такой подход базируется на моделировании отливок как оболочечных конструкций, что позволяет оптимизировать распределение внутренних напряжений в литом каркасе, минимизируя нежелательные изгибающие моменты. Такая форма обеспечивает работу элементов каркаса преимущественно на чистое растяжение или сжатие, что повышает эксплуатационную надежность при восприятии давления текучей среды. Применение износостойкой или коррозионностойкой корпусной оболочки из специальных легированных сплавов в сочетании с несущей каркасно-фланцевой конструкцией из сплавов, значительно дешевле стоимости, обеспечивает экономию средств. Равностенные оболочки из высоколегированных сплавов и трубчатых конструкций из кованых или прокатных сталей имеют повышенные эксплуатационные свойства, чем литые конструкции, в частности с массивными фланцами. Описанный способ позволяет перевести отработанные популярные цельнолитые (например, чугунные) конструкции на каркасно-комбинированные с оболочками со специальными свойствами для их применения при обработке агрессивных сред. Тест от Дорошенко В.С.

Дорош Влад
Схематически показано применение каркасных конструкций при изготовлении вариантов обратного клапана, где показана комплектация обратного клапана с моделью каркаса: 1 – корпус клапана 2 – модель фланца 3 – модель перемычки между фланцами
Создан способ каркасного армирования для изготовления корпусов трубопроводных систем
Мнение редакции может отличаться от мнения автора.
+380 66 145 XX XX +380 66 145 7832
Идентификатор: 9815
1 мар. 2026 г.

22 дек. 2025 г.

9 нояб. 2025 г.

16 окт. 2025 г.

29 сент. 2025 г.

10 дек. 2023 г.
9 июл. 2026 г.
2 июн. 2026 г.

25 мая 2026 г.



12 июл. 2026 г.